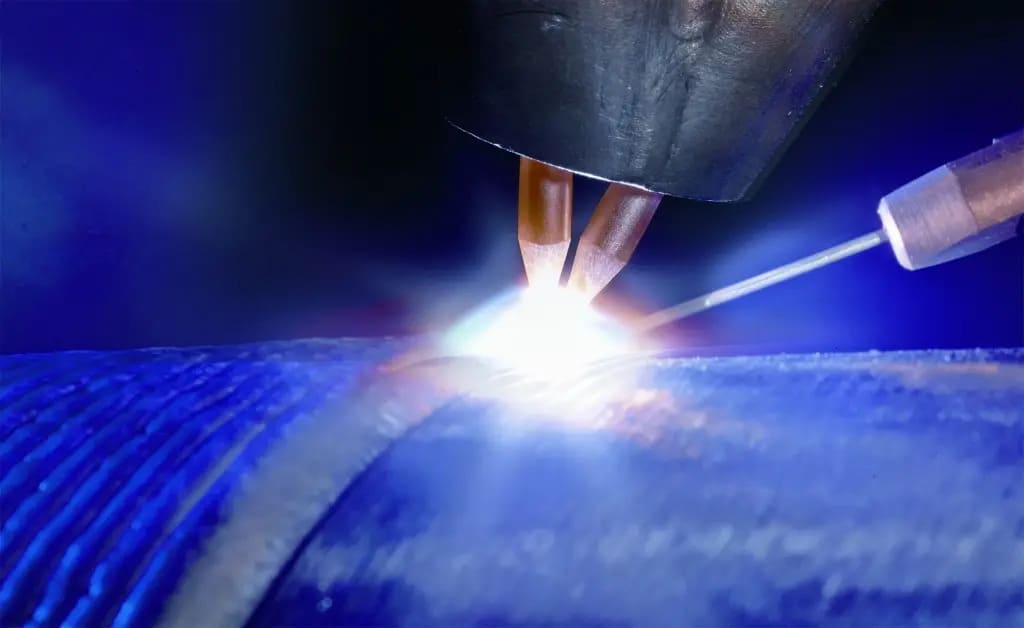
常见的表面处理方法有三种铝型材:阳极氧化、电泳、粉末涂层。阳极氧化主要用于工业型材的表面处理。电泳涂料和粉末涂料主要用于建筑型材和装饰型材的表面处理。三种表面处理方法各有优点,那么铝型材表面处理容易出现哪些缺陷呢?
阳极氧化
(1)氧化膜易与杂质混合,呈淡黄色。特别是天然颜色被氧化,氧化膜泛黄明显。
(2)在氧化过程中,如果一些材料相互接触,氧化膜的颜色就会不均匀,形成彩虹色的膜。
(3)如果型材在氧化过程中结合不紧密,如果掉入氧化池会造成短路。
(4)如果电解液温度过高或电解时间过长,氧化膜表面会出现白色粉末。
(5)酸蚀刻时,硫酸浓度控制不当,会影响氧化膜的耐腐蚀性能。
(6)氧化膜有发黑、变白等各种问题。

电泳C包覆
(1)电泳涂料对工艺流程有非常严格的要求。如果没有遵循一个或几个步骤,就会造成铝型材表面的各种缺陷。
(2)当铝型材浸浴,或循环系统涉及空气时,阳极屏蔽不好,可能导致漆膜表面起泡沫。
(3)阳极氧化膜导电性差、密封性不完全会导致无漆膜。
(4)漆膜厚度不足、漆膜重溶、水洗不好、pH值高、油漆被污染、烘烤干燥不足、碱腐蚀过度,会使漆膜颜色较深、光泽差。
(5)不合适的电压、槽内温度、槽内溶剂、粘接间隙、极比、极距、电流密度、槽液循环速度等都可能导致电泳漆膜厚度不均匀。
(6)油漆老化、PH值高、浴液污染、固含量低,会造成漆膜表面“橘皮”。

粉末涂料
(1)压缩空气不干净,油或水的混合物会在材料表面造成缩孔。
(2)如果原料质量不好,夹杂灰尘或其他杂质,喷涂表面会出现颗粒。
(3)原料配方不当会影响铝型材的表面硬度、拉伸性能、耐腐蚀性能,还会造成铝型材泛黄、粉化等不良表面。

什么年代应该是P援助一个引发B之前的年代urfaceT强夯的一个luminumProfiles吗?
- 型材表面清洁,挤出型材不能及时喷涂,一段时间后会生锈。因此,在喷涂前,必须将型材表面清洁干净无油无锈,并保证形状表面干燥。
- 磨削时,型材表面有凸起的地方,应进行抛光处理,以保证型材表面的平整度。哪里有空隙,就把它填满。总之,型材表面应打磨光滑,且清洁。

- 温度和湿度的控制,喷涂的工作环境有特定的要求。在喷涂前,测量工作环境的温度和湿度,确保数据控制在特定的范围内,这样喷涂效果才会好。一般温度在25左右,湿度在80% RH以下。在这里,我们建议您在晴天喷洒,不要在大雨、大雾、大雪、沙天喷洒。
- 喷雾测试过程是至关重要的。在正式喷之前,试着喷几次。此时可以观察喷淋室两端喷粉量和喷粉分布的均匀性。如果发现不均匀,及时调整。