在过程中焊接铝管,有一种含硅助焊剂,主要用于焊接铝材料。胶粘剂溶液主要用于将助焊剂固定在基材上。涂层焊料焊接需要以上两种材料,但工艺上的不同也会造成不同的结果。
一般焊接工艺
常规的助焊剂喷涂方法一般是在铝管组装的同时注入大量助焊剂,随着温度升高到600℃进行钎焊,随着温度逐渐降低,也完成了扁管的焊接过程。为了更直观地理解这一工艺,下面是焊接的一般流程图:
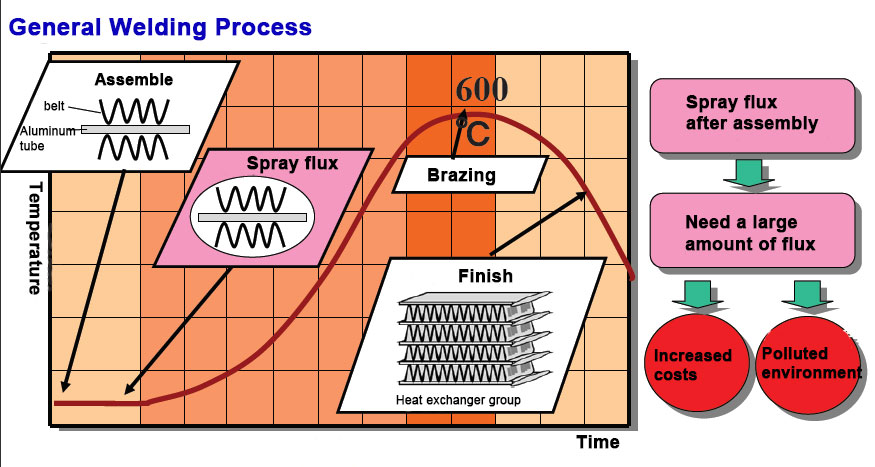
这种焊接工艺的缺点:由于组装后需要排出大量焊剂,不仅会增加成本,还会造成环境污染。
涂层焊料焊接工艺
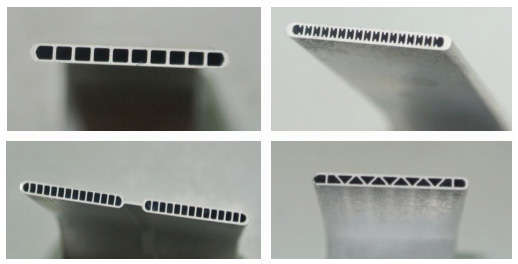
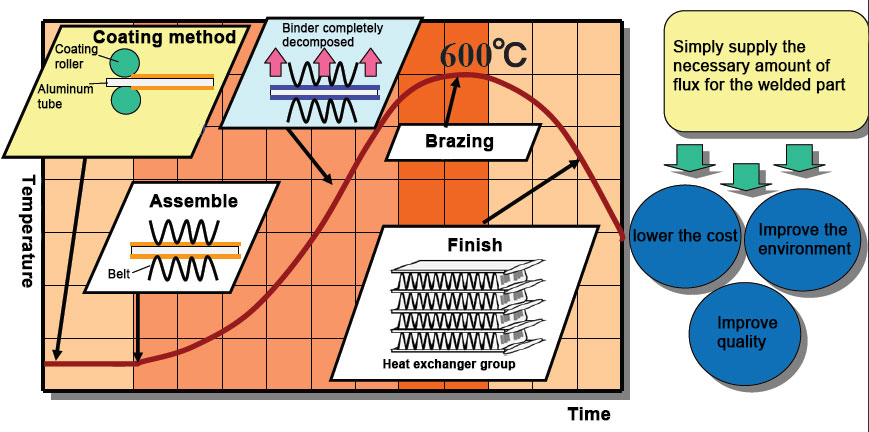
涂层焊料焊接主要是在组装扁管之前将助焊剂涂在铝管上。随着加热温度逐渐升高,粘结剂完全分解,当温度达到600℃时进行焊接,最终完成平管的焊接。以下是涂层焊锡焊接的全过程:
两种焊接方法的比较
通过以上两种焊接流程图,可以知道:
①传统焊接方法与涂敷焊料焊接方法所用的时间相差不大;
②涂焊焊剂少;
我们可以从以下几个方面来比较优势:
答:成本
| 项目 | 喷锌平管+复合层翅片 | 镀锡管+普通翅片 |
| 扁管价格 | 普通喷锌平管 | 普通平管+钎焊涂层 |
| 简化生产流程 | 喷涂+干燥+加热钎焊 | 加热钎焊 |
| Flemet刀具寿命(国产) | 约2亿次 | 大约10亿次 |
| 发芽 | 润湿剂(湿喷或干喷) | 没有一个 |
| 清洁和灶台清洁 | 需要 | 没有一个 |
| 劳动力成本 | 需要人工 | 没有一个 |
B.工作环境
一般情况下,用于粘结铝材料的助熔剂有以下危害:
①吸入有害
②会造成严重的眼睛损伤
③长时间反复接触可导致脏器损伤
④可能对母乳喂养有害
⑤对水中生物具有长期毒性
通过工艺比较可知,涂层焊料焊接工艺使用的助焊剂比普通焊接工艺要少,因此涂层焊料在改善工作环境方面更胜一筹。
C.产品质量和性能
| 普通喷锌平管 | 涂敷焊管 | |
| 耐腐蚀(SWAAT ASTM G85) | 超过720小时(硅树脂) | 管子大于820hr; (锌+银)管大于1020hr |
| 产品合格率 | 硅渗透在铝翅片中; 管中熔融钩 |
无消除现象 |
总结:
涂层焊料焊接技术的优点是:①成本低;②可以改善工作环境;③耐腐蚀时间较长。
普通焊接技术仍将被广泛应用。随着焊接技术的持续发展,涂层焊锡焊接技术显示出显著的优势,可以使涂层焊锡管更好地应用于换热器领域。镀膜焊接铝扁管也延长了设备的使用寿命,如果您对这项技术和产品有更多的疑问,请随时与我们联系。